Heavy-Duty Hydraulic Cylinder for Car Crane
Precision-engineered hydraulic cylinders built for mobile crane lifting, luffing, telescoping, and stabilization — trusted across construction, mining, logistics, and energy sectors worldwide.
The Core Role of Hydraulic Cylinders in Car Cranes
Every time a car crane lifts a steel beam on a construction site, extends its boom over a shipping container, or plants its outrigger legs firmly into the ground, there is a hydraulic cylinder doing the real work behind the scenes. The hydraulic cylinder for car crane is the primary force-generating component that converts pressurized hydraulic fluid into controlled linear motion, enabling the crane to lift, lower, swing, telescope, and stabilize loads ranging from a few hundred kilograms to dozens of tonnes.
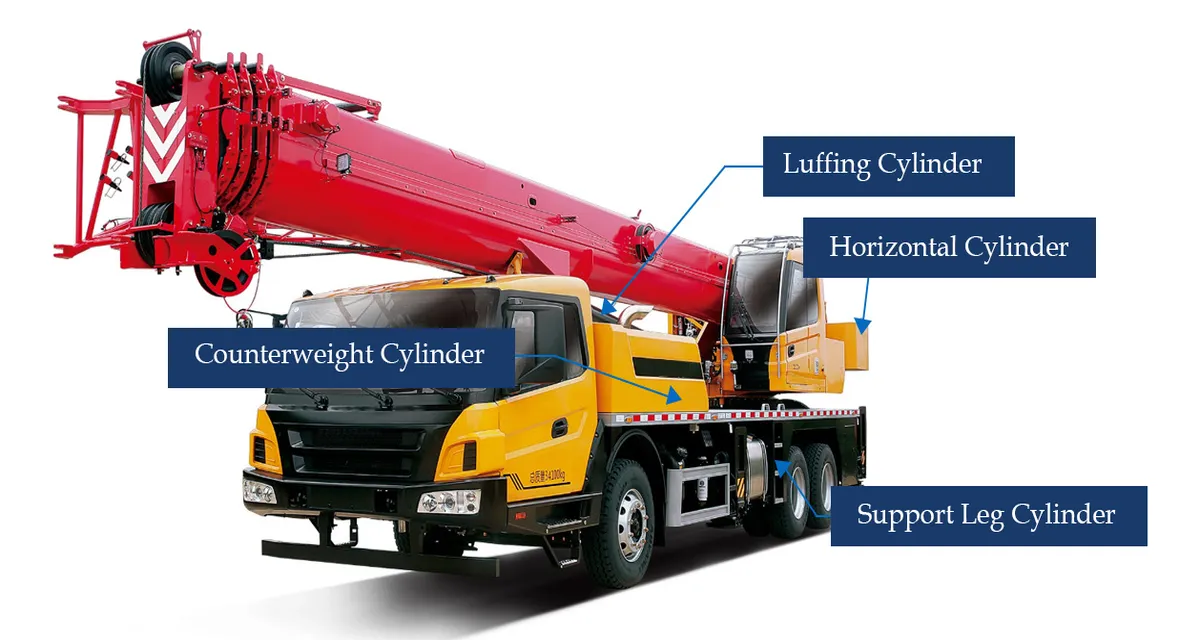
In a typical mobile crane, you will find four to eight individual hydraulic cylinders working in concert: luffing hydraulic cylinders raise and lower the boom angle, hydraulic horizontal cylinders control telescopic extension, counterweight hydraulic cylinders manage load balancing, and support leg hydraulic cylinders anchor the machine firmly to prevent tipping. Each one must deliver repeatable precision under extreme pressure, temperature, and vibration conditions — cycle after cycle, year after year.
For fleet operators, rental companies, and OEM manufacturers in Mexico and Latin America, the quality of these cylinders directly influences uptime, safety margins, and total cost of ownership. A single cylinder failure on a job site can idle an entire crew for days while waiting for replacement parts. That is why specifying the right car crane hydraulic cylinder from a proven hydraulic cylinder manufacturer is not just a purchasing decision — it is a risk management strategy.

Whether your operation involves rough-terrain cranes navigating unpaved Mexican mining roads, all-terrain cranes working port facilities in Veracruz, or truck-mounted cranes servicing oil field infrastructure in Tabasco, the hydraulic oil cylinder components you choose will determine the reliability of every lift. Our cylinders are designed from the ground up for demanding mobile crane applications, incorporating decades of field data and failure analysis into every design iteration.
Technical Specifications — Customizable Ranges
The following tables outline the standard customizable parameter ranges for our car crane hydraulic cylinders. Every dimension, pressure rating, and material selection can be tailored to your specific crane model and operational requirements. If your application falls outside these ranges, our engineering team will work with you to develop a fully bespoke solution.
Basic Specifications
| Parameter | Customizable Range |
|---|---|
| Bore Diameter | 50 mm – 400 mm |
| Rod Diameter | 30 mm – 280 mm |
| Stroke Length | 100 mm – 12,000 mm |
| Working Pressure | 16 MPa – 35 MPa |
| Test / Burst Pressure | Up to 52.5 MPa |
| Cylinder Action | Single acting hydraulic cylinder / Double acting hydraulic cylinder |
| Stages (Telescopic) | 1 – 5 stages |
| Retracted Length | Customized per application |
Mounting Options
| Mounting Type | Description |
|---|---|
| Clevis Mount | Pin-connected pivoting mount, common for boom luffing applications |
| Trunnion Mount | Mid-body or rear trunnion for angular movement in crane booms |
| Flange Mount | Bolted flange for rigid attachment in support leg and counterweight cylinders |
| Cross Tube / Pin Eye | Pin-style mounting for telescopic boom and horizontal extension cylinders |
| Custom Weld-on Bracket | Engineered to match OEM crane frame geometry |
Materials and Surface Treatment
| Component | Material / Treatment |
|---|---|
| Cylinder Barrel | ST52 / 27SiMn honed steel tube, Ra ≤ 0.4 um |
| Hydraulic Cylinder Piston Rod | 42CrMo / CK45, hard chrome plated (20 – 30 um), quenched and tempered |
| Piston | Ductile iron or forged steel, wear-resistant coated |
| Hydraulic Cylinder Seals | Parker, NOK, or Hallite — FKM / NBR / PU compound options |
| End Caps | Forged steel, threaded or bolted connection |
| Surface Finish | Shot blasting + primer + polyurethane topcoat (optional powder coating) |
Environmental Adaptability
| Condition | Specification |
|---|---|
| Operating Temperature | -40 C to +80 C |
| Corrosion Protection | Salt spray resistance 500+ hours (ASTM B117) |
| Dust / Moisture Seal | Heavy-duty wiper seals with integrated scraper rings |
| Vibration Resistance | Designed for continuous mobile crane road-travel vibration profiles |
| UV / Weather Resistance | Outdoor-rated coatings suitable for tropical and arid climates |

Features and Advantages of Our Car Crane Hydraulic Cylinders
What separates an average replacement cylinder from one that actually improves machine performance? It comes down to engineering details that most catalogues never mention. Here is what you get when you specify our crane hydraulic cylinders:
Precision-Honed Bore Finish
Our cylinder barrels are deep-hole bored and roller burnished to a surface roughness of Ra 0.2 – 0.4 um. This mirror-grade finish reduces friction between the piston and bore wall, extends seal life, and eliminates the micro-scoring that plagues lower-quality tubes. The result: smoother boom control, lower operating temperatures, and longer intervals between hydraulic cylinder repair.
Zero Internal Leakage at Rated Pressure
Each cylinder ships with verified zero internal bypass at full rated working pressure. We achieve this through matched piston-seal groove geometry, multi-lip seal stacks, and rigorous dimensional control on bore and piston tolerances. On a car crane, this means the boom holds position without drift — critical when suspending a load 30 metres above a work crew.
Drop-In OEM Compatibility
Every mobile crane hydraulic cylinder we produce matches OEM mounting dimensions, port sizes, stroke lengths, and load ratings. You do not need to modify your crane frame, hydraulic plumbing, or control software to install our cylinder. Swap the old one out, bolt the new one in, bleed the circuit, and you are back to work — often within a single shift.
Extended Service Life
Through material upgrades, tighter manufacturing tolerances, and premium seal packages, our cylinders consistently outlast OEM units by 30 – 50 percent in field service. For fleet operators running 10 or 20 cranes, that translates directly into fewer unscheduled downtime events per year and measurable savings in hydraulic cylinder parts and labour costs.
Compatible Crane Brand Replacements
Note: All third-party brand names mentioned below are the property of their respective owners. We reference them solely to help buyers identify compatible replacement hydraulic cylinders for their equipment. No affiliation, endorsement, or sponsorship is implied.
Our hydraulic cylinder for car crane products have been successfully fitted as direct replacements on equipment from the following manufacturers:
- Liebherr LTM and LTC series mobile cranes
- Tadano GR, GT, and ATF series truck and all-terrain cranes
- XCMG QY, XCT, and XCA series truck cranes
- Sany STC and SAC series truck and all-terrain cranes
- Zoomlion QAY and ZTC series mobile cranes
- Manitowoc / Grove GMK and TMS series cranes
- Terex Demag AC series all-terrain cranes
- KATO NK and CR series rough-terrain cranes
- Kobelco RK and SL series car cranes
- Link-Belt HTC and RTC series hydraulic truck cranes
If your crane model is not listed above, send us the original cylinder part number, mounting dimensions, and a few photos. We maintain a cross-reference database covering thousands of crane models and can typically confirm compatibility within 24 hours. Contact our engineering team to start the matching process.
Core Technology Advantages
Ultra-Low Friction Seal Technology
We use a proprietary multi-stage sealing arrangement that combines a low-friction PTFE guide ring, a pressure-energized polyurethane rod seal, and a buffer seal that absorbs momentary pressure spikes. This design cuts breakaway friction by up to 40 percent compared to standard single-lip seals, giving crane operators noticeably smoother feathering control during precision lifts. Lower friction also means less heat generation within the cylinder, which slows seal degradation and extends oil change intervals.
High-Rigidity Barrel and Piston Rod Manufacturing
Every cylinder barrel starts as a seamless cold-drawn steel tube in 27SiMn or equivalent grade. After rough boring, we use a single-pass skiving and roller burnishing (SRB) process that simultaneously finishes the bore and induces a compressive residual stress layer on the inner surface. The piston rod is induction hardened to HRC 55 – 62 before hard chrome plating, delivering a surface hardness that resists scoring from grit and abrasive particles — a constant threat on dusty construction and mining sites in Mexico.
Thermal Stability and Fatigue Life Optimization
Car cranes often sit idle through cold overnight temperatures and then operate under full load in direct sunlight by mid-morning. Our cylinders are designed to handle this thermal cycling without seal shrinkage, rod binding, or fluid viscosity problems. We select seal compounds rated from -40 C to +120 C and calculate wall thicknesses using fatigue-life algorithms based on real-world crane duty cycles rather than static pressure ratings alone. The payoff: our cylinders withstand over 100,000 full-pressure cycles at rated load without measurable performance loss.
Integrated Cushioning for Stroke End Protection
At full boom extension or retraction, the piston approaches the end cap at speed. Without proper deceleration, this generates a destructive hydraulic shock wave that hammers seals, fatigues welds, and loosens mounting bolts over time. Our cylinders incorporate adjustable needle-valve cushioning zones at both stroke ends, progressively restricting oil flow in the final 30 – 60 mm of travel. This reduces end-of-stroke shock loads by up to 85 percent and virtually eliminates the banging noise that signals impending damage on poorly cushioned cylinders.
Corrosion-Resistant Multi-Layer Rod Coating
Standard hard chrome plating provides adequate corrosion resistance in dry inland conditions but deteriorates rapidly in coastal, humid, or chemically aggressive environments. For customers operating cranes in Mexican port cities, coastal refineries, or salt-laden mining operations, we offer an optional ceramic-composite rod coating that exceeds 1,000 hours of salt spray resistance — double the performance of conventional chrome. This coating is also harder (HV 1200+) and more environmentally friendly to apply, containing no hexavalent chromium.
Smart Position Feedback Integration
Modern crane control systems increasingly rely on real-time cylinder position data for load moment limiting, anti-collision zones, and automated boom sequencing. Our cylinders can be ordered with factory-installed magnetostrictive linear position sensors, embedded directly inside the piston rod. This eliminates the external cable-and-bracket sensor arrangements that are vulnerable to impact damage and vibration loosening on mobile equipment. The result is cleaner installation, more reliable position feedback, and one less failure point on the machine.

Manufacturing Process and Quality Control
Full In-House Manufacturing
Unlike many competitors who outsource machining, welding, or assembly to third parties, we control every production step under one roof. Raw material incoming inspection, CNC machining, deep-hole boring, honing, welding, assembly, painting, and testing all happen in our own facility. This vertical integration means we can trace any quality issue to its root cause within hours rather than weeks, and we can implement corrections immediately without waiting for a subcontractor to respond.
100% Factory Testing Before Shipment
Every hydraulic cylinder we produce undergoes a mandatory test protocol before it leaves the factory floor. This includes a hydrostatic pressure test at 1.5 times rated working pressure, a full-stroke function test under load simulation, an internal leakage test at rated pressure held for a minimum of two minutes, and an external leakage inspection across all port connections, welds, and seal interfaces. Test data is recorded digitally and archived with the cylinder serial number for full traceability.
Certifications and Traceability
Our manufacturing system holds ISO 9001:2015 certification, and our welding procedures are qualified to EN ISO 15614. We maintain full material traceability from steel mill heat numbers through to finished cylinder serial numbers. Every cylinder ships with a test report, material certificates (EN 10204 3.1), and a dimensional inspection record. For customers in regulated industries such as oil and gas or nuclear energy, we can provide additional documentation packages including weld maps, NDE reports, and third-party witnessed tests.
Continuous Improvement Through Field Feedback
We actively collect warranty and field performance data from customers worldwide, feeding it back into our design and process engineering teams. When a particular seal compound shows premature wear in high-temperature desert applications, we update our material specification. When a mounting bracket design proves vulnerable to fatigue cracking on rough-terrain cranes, we redesign it. This closed-loop feedback system means that every cylinder we build today benefits from the lessons of the thousands we built before it.

Typical Applications Across Industries
The versatility of our car crane hydraulic cylinders extends well beyond standard construction lifting. Here is a look at the major industries where our products are hard at work:
Construction Industry
From high-rise steel erection in Mexico City to bridge girder placement along the expanding highway network in the Yucatan Peninsula, car cranes are the backbone of heavy construction. Our luffing and telescopic hydraulic cylinders provide the smooth, controlled boom movements required when placing loads within centimetres of target positions at height. Support leg cylinders ensure rock-solid stability on uneven terrain and soft ground conditions.
Ports and Maritime Industry
Container handling, ship-to-shore transfers, and heavy equipment loading at ports like Manzanillo, Lazaro Cardenas, and Altamira demand hydraulic cylinder crane systems that resist salt corrosion while delivering high duty-cycle reliability. Our marine-grade coating options and stainless steel port fittings keep these cylinders operational in harsh coastal environments where standard finishes fail within months.
Mining and Quarrying Industry
Open-pit copper, silver, and gold mines across Sonora, Zacatecas, and Durango rely on mobile cranes for dragline maintenance, crusher relocation, and heavy equipment assembly. The fine abrasive dust at these sites accelerates rod wear and seal degradation. Our enhanced wiper seal systems and ceramic rod coatings were specifically developed to address this challenge, keeping hydraulic cylinder components clean and functional in the most particle-laden environments.
Oil and Gas Industry
Refinery turnarounds, offshore platform supply operations, and pipeline construction across the Gulf of Mexico region put enormous demands on crane hydraulics. Our cylinders meet the elevated temperature ratings, chemical resistance, and safety factors that oil and gas operators require. We can supply cylinders with ATEX-compatible materials for use in potentially explosive atmospheres when requested.
Manufacturing Industry
Automotive assembly plants, steel mills, and heavy equipment factories use car cranes for internal material handling, press installation, and die changes. These indoor applications demand clean, leak-free cylinders that will not contaminate factory floors or finished products. Our zero-leakage design and food-grade-compatible seal options make our cylinders suitable even for pharmaceutical and food processing plant maintenance lifts.
Transportation and Logistics Industry
Freight terminals, intermodal yards, and equipment depots use truck-mounted cranes daily for loading and unloading heavy cargo. Rapid cycle times and continuous operation put maximum stress on hydraulic cylinder systems. Our cushioned stroke-end design and low-friction sealing reduce wear accumulation during high-repetition lifting cycles, keeping maintenance intervals on schedule.
Forestry and Logging Industry
In the forests of Chiapas, Oaxaca, and Michoacan, cranes mounted on logging trucks handle timber loading under wet, muddy, and remote conditions. Reliable hydraulic power is non-negotiable when the nearest repair shop is hours away on an unpaved road. Our ruggedized cylinders with reinforced wiper seals and extended grease intervals are designed for exactly these conditions.
Agriculture Industry
Modern agricultural operations use car cranes for grain silo construction, irrigation equipment installation, and heavy implement handling. Seasonal demand means these cranes often sit idle for months before returning to intensive service. Our corrosion protection package prevents rod pitting during storage, so the cylinder performs like new when it is needed again.
Energy and Utilities Industry
Wind turbine erection, transmission tower construction, and substation equipment placement are growing rapidly across Mexico as the country expands its renewable energy infrastructure. These applications demand extreme boom heights, heavy lifts, and millimetre-level positioning accuracy — all of which depend on hydraulic cylinders with consistent, predictable performance throughout their full stroke range.

Performance Comparison: Standard vs. Our High-Performance Hydraulic Cylinders
| Feature | Standard Hydraulic Cylinder | Our High-Performance Cylinder |
|---|---|---|
| Bore Surface Finish | Ra 0.6 – 1.0 um | Ra 0.2 – 0.4 um (SRB process) |
| Seal Package | Single-lip generic seals | Multi-stage Parker / NOK / Hallite seals |
| Rod Hardness | HRC 45 – 50 | HRC 55 – 62 (induction hardened) |
| Chrome Thickness | 10 – 15 um | 20 – 30 um (optional ceramic coating) |
| End-of-Stroke Cushioning | None or fixed orifice | Adjustable needle-valve cushioning |
| Internal Leakage at Rated Pressure | Allowable per ISO 10100 | Zero measurable leakage |
| Fatigue Life (full-pressure cycles) | 50,000 – 70,000 cycles | 100,000+ cycles |
| Salt Spray Resistance | 200 – 300 hours | 500 – 1,000+ hours |
| Factory Testing | Sample-based spot checks | 100% individual cylinder testing with archived data |
| Warranty | 6 – 12 months | 18 – 24 months |
Real-World Case Studies
Case 1 — Mexico: Highway Bridge Construction in Nuevo Leon
Client: A mid-sized construction contractor operating a fleet of 12 XCMG QY50K truck cranes along the Monterrey-Saltillo corridor.
Challenge: Three cranes experienced luffing hydraulic cylinder failures within the same quarter, causing costly project delays during a government-deadline bridge project in September 2024.
How They Found Us: The fleet manager searched online for “hydraulic cylinder for truck crane replacement Mexico” and found our product page through Google. He submitted an inquiry through our website contact form on a Tuesday morning and received a detailed quotation with engineering drawings by Thursday afternoon.
Solution: We supplied six replacement luffing cylinders with upgraded seal packages and ceramic-coated rods, shipped via air freight to Monterrey. Installation was completed over a weekend with no modifications to the existing crane structure.
Result: Zero cylinder failures in the 14 months since installation. The client has since ordered replacement cylinders for their entire fleet on a planned rotation schedule.
“We lost three working days every time a cylinder failed. Since switching to these replacements, we have not lost a single day. The cost difference paid for itself within the first month.” — Operations Manager, Monterrey
Case 2 — Colombia: Port Container Handling in Cartagena
Client: A logistics company operating Tadano GT-750EL cranes at the Sociedad Portuaria de Cartagena.
Challenge: Severe rod corrosion on telescopic hydraulic horizontal cylinders due to salt air exposure, requiring replacement every 8 to 10 months.
How They Found Us: Their maintenance supervisor attended a hydraulic equipment exhibition in Bogota in March 2024 where he collected our product brochure. He contacted us via WhatsApp the following week.
Solution: We manufactured telescopic cylinders with our ceramic-composite rod coating rated for 1,000+ hours of salt spray resistance, along with marine-grade stainless steel port fittings.
Result: After 16 months in service, the cylinders show no measurable rod corrosion. Replacement intervals have been extended from 10 months to a projected 30+ months, saving the client approximately USD 18,000 per crane per year in parts and labour.
“The rods on our old cylinders looked like sandpaper after 6 months. These still look factory-new after over a year. That tells me everything.” — Maintenance Supervisor, Cartagena
Case 3 — Chile: Copper Mine Crane Maintenance in Antofagasta
Client: A mining services contractor maintaining Liebherr LTM 1100 cranes at two open-pit copper mines in the Atacama region.
Challenge: Fine copper ore dust infiltrated support leg hydraulic cylinder wiper seals, causing rod scoring and premature seal failure every 4 to 5 months.
How They Found Us: Their procurement engineer found us through a LinkedIn article we published about dust-resistant hydraulic cylinder technology in mining applications. He reached out by email in June 2024.
Solution: We developed a custom wiper seal assembly with a triple-lip polyurethane scraper ring backed by a pressurized dust exclusion chamber. The piston rod received our ceramic coating for added scratch resistance.
Result: Seal replacement intervals extended from 5 months to over 14 months. Rod scoring incidents dropped from an average of 3 per crane per year to zero in the first full year of service.
“The dust here destroys everything. We did not think a seal could last this long in our conditions. The engineering team clearly understood our problem.” — Procurement Engineer, Antofagasta
Case 4 — Saudi Arabia: Oil Refinery Turnaround in Jubail
Client: An industrial maintenance firm using Grove GMK5250L cranes during a major refinery shutdown in the Jubail Industrial City.
Challenge: OEM counterweight hydraulic cylinders required a 14-week lead time, which would have delayed the refinery restart schedule. Ambient temperatures exceeding 50 C during summer months also demanded high-temperature seal compounds.
How They Found Us: A recommendation from another crane rental company in the region who had purchased our products previously. The client sent an email inquiry in early July 2024.
Solution: We manufactured four counterweight cylinders with FKM high-temperature seals and expedited production to a 5-week delivery schedule, including air shipment to Dammam.
Result: All four cylinders arrived ahead of schedule and were installed during the planned maintenance window. The refinery restart was completed on time, avoiding estimated delay penalties exceeding USD 200,000 per day.
“Five weeks instead of fourteen. That decision saved our entire project timeline. The quality matched the original equipment — our operators could not tell the difference.” — Project Director, Jubail
Case 5 — Brazil: Wind Farm Construction in Rio Grande do Norte
Client: A renewable energy developer using Sany SAC3000 all-terrain cranes for wind turbine nacelle installation along the northeast coast of Brazil.
Challenge: The main boom luffing hydraulic cylinders needed to position 80-tonne nacelles at hub heights of 100+ metres with minimal drift under sustained wind loading. The original cylinders showed measurable boom creep after 2 hours of hold time.
How They Found Us: The crane fleet technical director contacted us through our website in November 2023 after reading our technical white paper on zero-drift cylinder design for wind energy applications.
Solution: We supplied luffing cylinders with pilot-operated check valves integrated into the cylinder head and precision-lapped piston seal grooves delivering zero measurable internal leakage.
Result: Boom position drift was completely eliminated. The installation crew reported that nacelle alignment time was reduced by approximately 35 percent because they no longer needed to continuously correct boom angle during the final positioning phase.
“At 100 metres, even 2 millimetres of drift makes the crew nervous. With these cylinders, the boom holds exactly where we put it. That changed how we work.” — Fleet Technical Director, Natal

Maintenance Tips for Longer Cylinder Life
Inspect the Piston Rod Regularly
Make it a habit to visually inspect the exposed piston rod surface before each shift or at minimum once per week. Look for scratches, dents, corrosion spots, or any accumulation of dirt embedded in the chrome surface. Even a small nick in the rod can cut through a seal lip within a few hundred cycles, leading to external leakage and progressive contamination of the hydraulic system. If you spot damage early, a rod can often be polished and re-chromed at a fraction of the cost of a full cylinder replacement.
Keep Hydraulic Fluid Clean and at Proper Levels
Contaminated hydraulic oil is the number one cause of premature hydraulic cylinder failure across every industry. Use a minimum ISO cleanliness rating of 18/16/13 for mobile crane applications, and change your hydraulic filters at the intervals specified by both the crane manufacturer and the filter supplier — whichever comes first. Check oil levels daily and top off with the correct fluid grade. Mixing different hydraulic oil brands or viscosity grades can cause seal swelling, reduced lubrication, and unpredictable system behavior.
Protect Cylinders During Transport and Storage
When a crane is being transported on a flatbed trailer between job sites, the boom is typically lowered and secured, but the cylinder rods remain partially exposed. Road spray, gravel, and salt can pit the chrome surface during even a short highway trip. Fit protective rod covers or wrap exposed rod sections with clean cloths secured by tape before any road transport. For long-term storage, retract the cylinder fully if possible and apply a thin film of corrosion-preventive oil to any exposed rod surface.
Monitor Seal Condition and Replace Proactively
Do not wait for a seal to fail catastrophically before replacing it. External oil weeping around the rod gland is the first sign that the rod seal is approaching end of life. At that point, contaminants are also entering the cylinder past the wiper seal, accelerating internal wear. Schedule hydraulic cylinder seal replacement based on operating hours or calendar time — whichever your maintenance data suggests comes first for your specific operating conditions. A planned seal kit change costs a fraction of the emergency repair that follows a blown seal.
Bleed Air from the Hydraulic Circuit After Service
Any time you disconnect hydraulic lines, replace a cylinder, or open the circuit for maintenance, air will enter the system. Trapped air in a hydraulic cylinder causes spongy, erratic movement; generates excessive heat; and accelerates oil degradation through oxidation and cavitation. After reinstalling a cylinder, cycle it slowly through its full stroke range several times with no load, pausing at each end to allow air to migrate to the highest point in the circuit where it can be vented through bleed screws or the reservoir breather.
Check Mounting Hardware and Pin Bushings
A cylinder in perfect internal condition will still fail prematurely if its mounting pins, bushings, or clevis brackets are worn. Sloppy pin joints introduce side loads that bend the piston rod and accelerate seal wear on one side. Inspect pin bushings for radial play at each major service interval, and replace them before the clearance exceeds the crane manufacturer’s specification. Grease all pin joints according to the recommended schedule — dry pins under cyclic load will gall and seize surprisingly fast.

How to Choose the Right Hydraulic Cylinder for Your Car Crane
Selecting the correct replacement or upgrade hydraulic cylinder for car crane applications involves more than matching a part number. Here are the key factors to evaluate:
Identify the Cylinder Function: Determine whether you need a luffing hydraulic cylinder, horizontal hydraulic cylinder for telescopic boom extension, counterweight hydraulic cylinder, or support leg hydraulic cylinder. Each type has distinct pressure, speed, and load-holding requirements that drive the design.
Verify Critical Dimensions: Measure or obtain from the OEM manual the bore diameter, rod diameter, stroke length, retracted length, and overall pin-to-pin distance. Even 2 mm of dimensional error can prevent installation or cause interference with other components.
Confirm Pressure and Load Ratings: Check the maximum working pressure of the crane hydraulic circuit and the calculated load on the cylinder at maximum capacity. The replacement cylinder must meet or exceed these ratings with appropriate safety margins — typically 1.5x for normal service and 2.0x for critical lift applications.
Match Port Configuration: Hydraulic port locations, sizes, and thread standards (BSP, SAE, or metric) must match the existing hose connections exactly. Mismatched ports create leak points and may require adapter fittings that add potential failure sites to the circuit.
Consider Operating Environment: A crane working in a dry, temperate climate has very different material and coating requirements than one operating in a tropical coastal port or a dusty desert mine. Share your typical operating conditions with the cylinder supplier so they can recommend the appropriate rod coating, seal compound, and surface treatment package.
Evaluate Total Cost of Ownership: The cheapest cylinder on the market rarely delivers the lowest total cost. Factor in expected service life, downtime risk, seal replacement intervals, and warranty coverage when comparing options. A cylinder that costs 20 percent more upfront but lasts twice as long and comes with a 24-month warranty is almost always the better investment.

Frequently Asked Questions
Ready to Upgrade Your Crane Hydraulic Cylinders?
Custom-Built Hydraulic Cylinders for Every Car Crane Application
Whether you need a single replacement cylinder or a fleet-wide upgrade, our engineering team is ready to design, manufacture, and deliver the exact solution your operation requires. Share your specifications with us today and receive a detailed quotation — typically within 48 hours.




















